| Анодирование типа II | Анодирование типа III |
|---|
| Материалы | Алюминий | Алюминий |
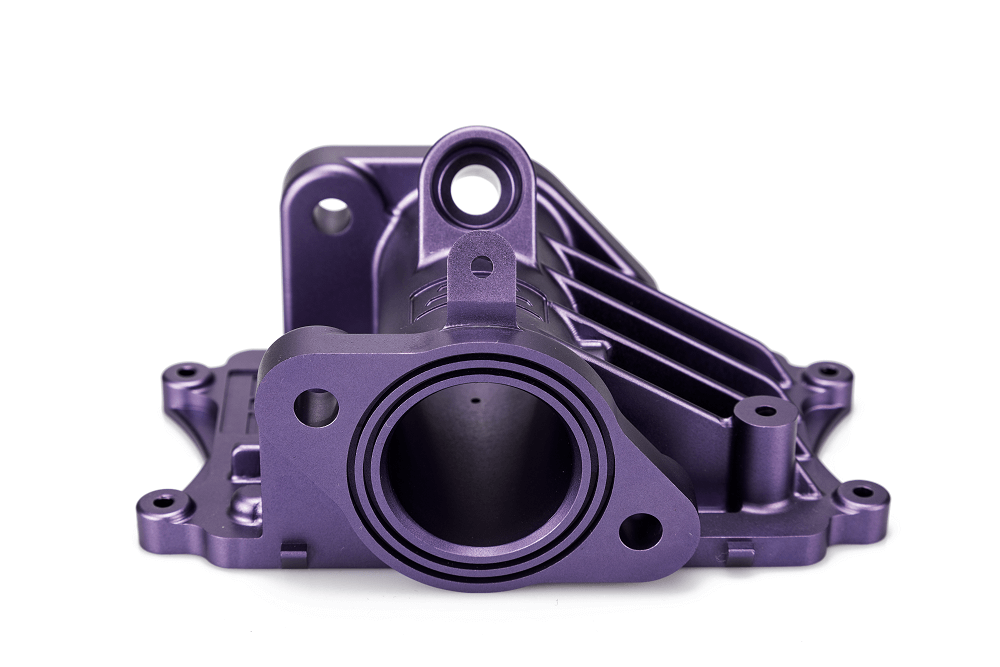
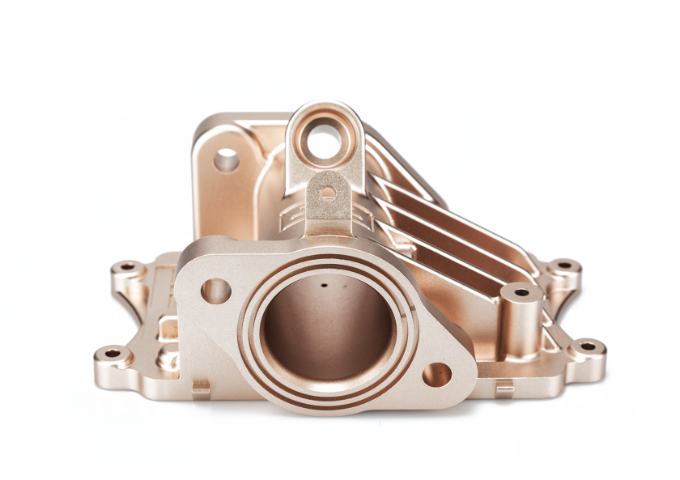
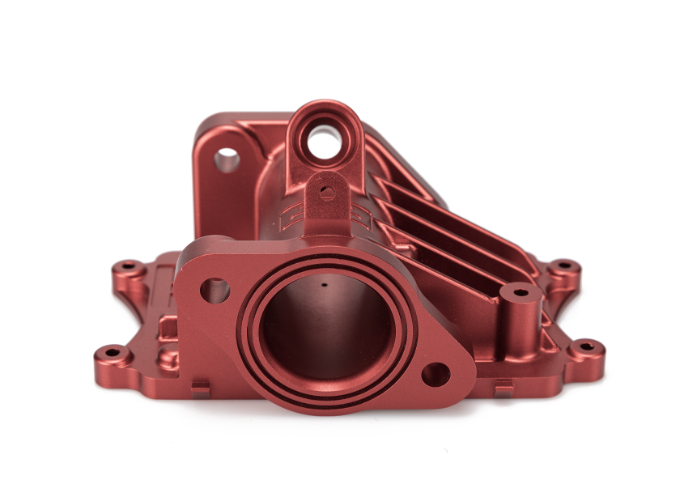
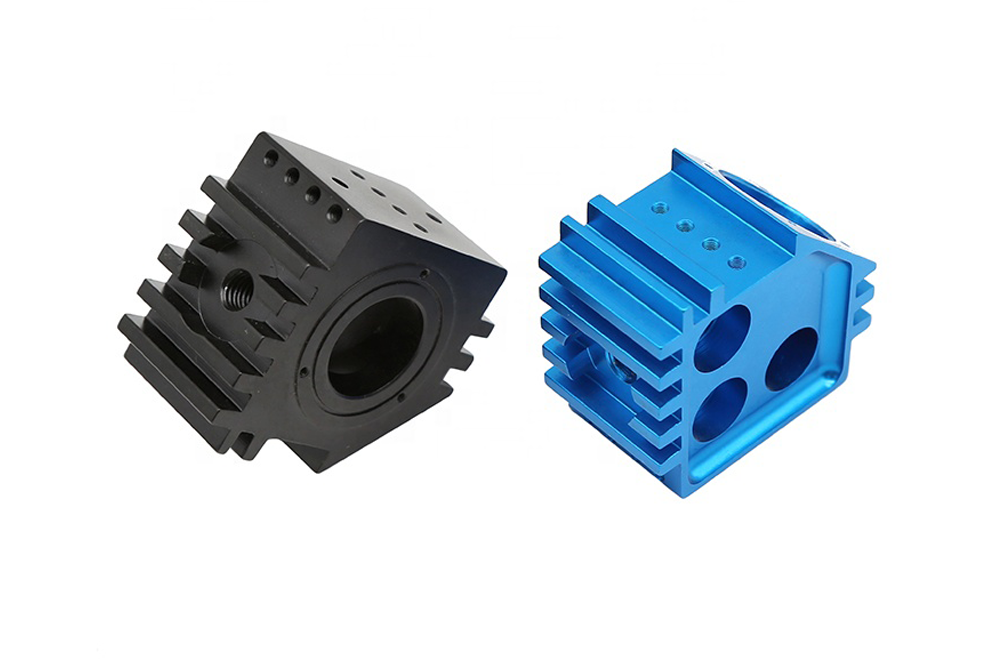
| Цвет | Прозрачный, черный, синий, золотой, серый, красный и т. д. | Прозрачный, чёрный |
| Текстура | Гладкая матовая поверхность. | Гладкая матовая поверхность. |
| Толщина | от 1,8 мкм до 25 мкм (0,00007″) | > 0,001″ |
| Приложения | Потребительские товары, авиационные детали, архитектурные элементы, кухонная утварь | Детали, подверженные воздействию высоких и низких температур, химических веществ или износу |