Abstract
The Bugles snack, with its distinctive hollow, cone-like shape and satisfying crunch, is a marvel of food engineering. Since its introduction by General Mills in 1964, this “three-dimensional puff” has captivated consumers worldwide, not merely through its taste, but through its unique physical form that invites playful consumption – the ability to wear the snack on one’s fingertips. This comprehensive article unveils the sophisticated manufacturing process behind Bugles, a process that marries the principles of polymer chemistry, high-pressure thermal processing, and precision mechanical engineering. We will dissect the journey from raw starches to the finished product, exploring the critical steps of mixing, extrusion, sheeting, forming, drying, frying, and flavoring. Furthermore, we will examine the historical context of the twin-screw extrusion technology that made Bugles possible, the scientific principles of starch gelatinization and expansion that create their signature texture, and the quality control measures that ensure consistency across billions of units produced annually. This exposé aims to provide food scientists, manufacturing engineers, and curious consumers with a granular understanding of what truly goes into creating this iconic snack.

1. Introduction: The Snack That Defied Gravity and Convention
In the vast landscape of savory snacks, few products possess the immediate visual and tactile recognizability of Bugles. The brand, owned by General Mills and marketed under the name in China, has maintained a distinct identity for over six decades . Unlike flat chips or extruded cheese puffs, Bugles are classified as “three-dimensional (three-dimensional puffed foods) . This classification is not marketing hyperbole; it is a technical descriptor for a product that expands in three axes during manufacturing, creating a hollow, horn-shaped structure.
The global snack food industry generates billions in revenue, and products like Bugles represent a significant technological achievement. They are not merely “cooked dough”; they are engineered structures. A Bugle is essentially a starch-based composite that has been subjected to a precise sequence of thermal and mechanical stresses, resulting in a cellular solid with a specific density, moisture content, and mechanical resilience. The manufacturing process is a symphony of unit operations—mixing, extrusion, sheeting, forming, drying, frying, and seasoning—each demanding meticulous control.
This article delves into the depths of Bugles manufacturing. We will explore the history of the technology that made them possible, the chemical transformations that occur at each stage, the machinery that executes these transformations, and the quality control philosophies that ensure a consistent product. This is the story of how basic agricultural commodities—corn, rice, and potato starches—are transformed into a global cultural icon.
2. Historical Context: The Birth of a Snack and the Rise of Extrusion Technology
To understand the manufacturing of Bugles, one must first understand the technological revolution that enabled their creation: the development of high-temperature, short-time (HTST) extrusion cooking.
2.1 The Extrusion Revolution
Extrusion cooking is not a new concept; pasta has been extruded for centuries. However, the application of high shear and high temperature to starchy materials to create expanded, puffed products is a mid-20th-century innovation. The post-World War II era saw a surge in food technology, driven by the need for shelf-stable, convenient, and affordable foods. The cereal industry pioneered the use of extrusion to produce breakfast cereals, but it was the snack food industry that truly unlocked its creative potential.
The twin-screw extruder, which would become essential for producing products like Bugles, offered unprecedented control. It allowed manufacturers to mix, cook, shear, and shape ingredients in a single, continuous operation . This was a paradigm shift from batch cooking. The technology could handle a wide range of raw materials and moisture contents, producing products with varying textures and shapes.
2.2 The General Mills Innovation
General Mills, a company with deep roots in milling and cereal production, entered the snack market with Bugles in 1964 . The company leveraged its expertise in cereal extrusion to create a snack that was not just a puffed product, but a shaped puffed product. The hollow, conical shape was a stroke of genius. It was visually distinctive, and more importantly, it allowed consumers to place the snack on their fingertips, creating an interactive eating experience.
The success of Bugles was a testament to the versatility of extrusion technology. It demonstrated that with the right machinery and formulation, a manufacturer could produce a product that was not only palatable but also visually engaging. The product’s enduring success, with a 60th anniversary celebrated in 2024 , is proof of its robust design and the effectiveness of its manufacturing process.
3. The Raw Materials: The Foundation of the Horn
The journey of a Bugle begins with the selection and preparation of its raw materials. The formulation is a carefully guarded proprietary secret, but the primary ingredients are a blend of starches.
3.1 The Starch Trinity
Bugles are primarily made from a blend of starches. The specific composition varies, but the core ingredients are:
- Corn Starch: The primary structural component. Corn starch provides the bulk of the material and, when gelatinized, forms a strong, cohesive gel.
- Rice Starch: Rice starch contributes to the light, crisp texture. It has a lower amylose content than corn starch, which affects the expansion and final mouthfeel.
- Potato Starch: Often included to improve flexibility and texture, particularly after frying .
The choice of starches is critical. The ratio of amylose (a linear polymer) to amylopectin (a highly branched polymer) in the starch affects its gelatinization temperature, viscosity, and film-forming properties. For a product that needs to expand into a hollow shape, the blend must form a viscoelastic dough that can trap steam and hold its shape under high heat and pressure.

3.2 The Mixing Phase
The first step in the production line is mixing. The dry starches are fed into a continuous mixer where they are combined with water. This process is described as “pre-hydration,” or “pre-conditioning,” where the starches begin to absorb moisture .
- Moisture Control: The mixture’s moisture content is a critical parameter, typically targeted at approximately 28-35% . If the moisture is too low, the dough will be dry and difficult to extrude, and the expansion will be inadequate. If the moisture is too high, the dough will be sticky, the gelatinization will be uneven, and the final product will be dense and chewy rather than crisp.
In modern facilities, a preconditioner is often attached to the extruder. This unit adds steam and water to the dry mix, initiating the hydration and cooking process. This reduces the load on the extruder and improves the consistency of the feed.
4. The Heart of the Process: Twin-Screw Extrusion
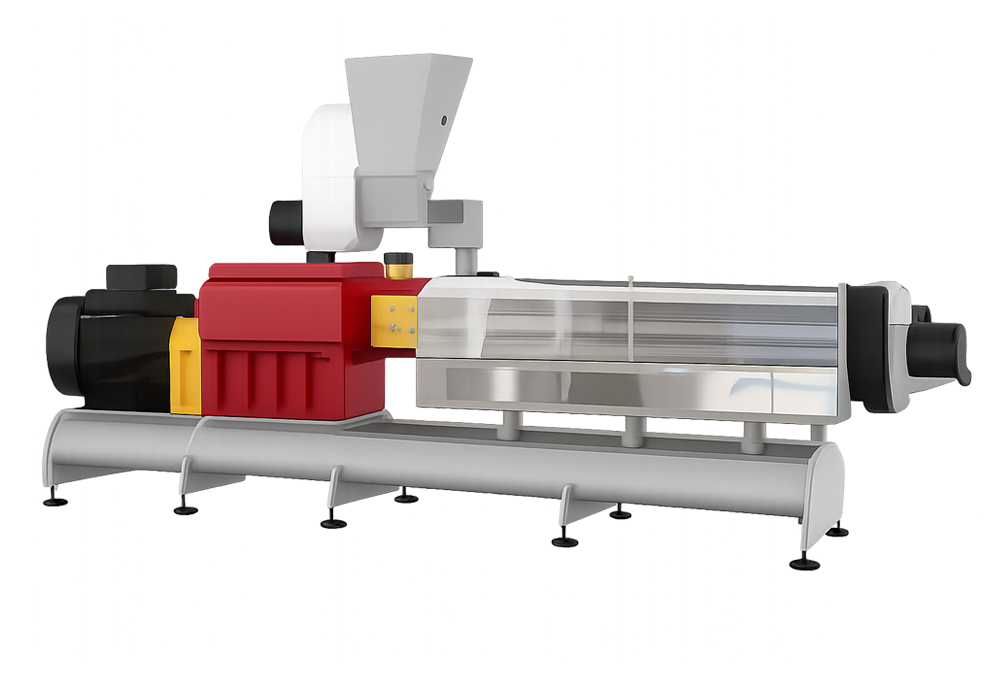
The twin-screw extruder is the heart of the Bugles manufacturing line. It is a complex piece of machinery that subjects the dough to a combination of heat, pressure, and mechanical shear.
4.1 Design and Mechanics
A twin-screw extruder consists of two intermeshing screws rotating within a tightly fitting barrel. The screws can be co-rotating (turning in the same direction) or counter-rotating. For snack food applications, co-rotating screws are common as they provide efficient mixing and self-wiping properties.

- The Barrel: The barrel is divided into heating and cooling zones, allowing precise thermal control along the length of the extruder. This zoning is essential because different chemical reactions (gelatinization, protein denaturation) occur at different temperatures.
- The Screws: The screw elements are segmented, allowing for different configurations. The design of the screw profile (the arrangement of conveying elements, kneading blocks, and restrictive elements) dictates the shear rate and residence time of the dough. It is this customization that allows manufacturers to produce different products on the same machine .
4.2 The Stages of Extrusion Cooking
The journey of the dough through the extruder barrel can be divided into three primary zones:
- Feeding Zone: The pre-conditioned dough enters the extruder. The screws convey it forward. The temperature is relatively low here, and the primary action is mixing and compaction. The product begins to form a uniform mass.
- Compression and Cooking Zone: As the screws convey the dough forward, the volume decreases, and pressure builds. The combination of mechanical shear and external heat raises the temperature to 100-120°C . At this temperature, in the presence of water, the starch granules swell and absorb water, a process known as gelatinization. The crystalline structure of the starch breaks down, and the molecules become hydrated and disordered, forming a viscous, plastic melt. To ensure complete cooking, the starch must reach a gelatinization degree of 90-100% . The pressure in this zone is maintained at approximately 2-3 atmospheres .
- Die and Expansion: The cooked, molten dough is forced through a die plate at the end of the barrel. The die is the defining element for the shape of the Bugle. Unlike a simple, circular die, the Bugle die is designed to create a tube-like extrudate.
- The “Flash-Off”: As the dough exits the die, it experiences an immediate and dramatic pressure drop—from several atmospheres to atmospheric pressure. This sudden pressure release causes the superheated moisture within the dough to flash into steam. The steam expands within the plastic matrix, causing the dough to puff up. The specific design of the die determines whether the expansion results in a hollow, horn-like shape .
This is not a case of injecting air into the dough. The expansion is purely a result of the physical principle of water turning to steam and the elasticity of the gelatinized starch. The texture of the expanded product is a direct result of the small, thin-walled air cells created by the escaping steam. The temperature and pressure conditions are tightly controlled to ensure the correct degree of expansion .
5. From Tube to Horn: Sheeting, Cooling, and Forming
The material that emerges from the extruder is not the final Bugle shape. It is a continuous, puffed sheet or tube. The subsequent machinery transforms this raw extrudate into the distinctive Bugle.

5.1 Cooling and Relaxation
The extruded sheet, which is approximately 200mm wide and 0.8-1mm thick, is initially very hot and pliable . It must be cooled before it can be formed. It is passed over a cooling conveyor, which is often designed as a “lower and upper circulation system” to maximize cooling efficiency while minimizing floor space .
- Function: This cooling step is essential for the “relaxation” of the material. The starch-protein matrix needs to set. Cooling reduces the tackiness of the material, ensuring that it does not stick to the forming rollers. It also prevents the sheet from tearing during the subsequent forming steps.
5.2 The Art of Forming
The forming section is where the flat sheet is transformed into the three-dimensional cone. This is achieved through a series of rollers.
- Embossing: The cooled sheet passes through a pair of embossing rollers. These rollers create a pattern on the surface of the sheet. This is often a mesh-like pattern . This serves two functions: it creates the texture that contributes to the final appearance and mouthfeel, and it also acts as a traction mechanism to pull the sheet through the machine.
- Lamination/Forming: The core of the forming process involves overlapping two sections of the embossed sheet. The sheet is guided and folded over itself. It passes through a pair of “forming rollers” that press the overlapping edges together . This creates a tube-like structure with overlapping layers.
- Cutting: Immediately after forming, a rotary cutter severs the continuous tube into individual pieces. The cutting process, combined with the shaping of the rollers, creates the characteristic horn shape, which is wider at one end and narrower at the other.
- Scrap Recovery: The forming process inevitably generates waste material (edges and scraps from the cutting process). These scraps are collected and conveyed back to the extruder to be reprocessed . This recycling loop reduces waste and improves production efficiency.
6. The Drying Phase: Setting the Structure
The newly formed Bugle “pellets” (also called “preforms” or “blanks”) emerge from the forming process with a relatively high moisture content—approximately 20-30% . They are fully cooked and have the correct shape, but they are not yet the final product. They must be dried to set the structure and prepare them for frying.

6.1 The Drying Challenge
Drying these preforms is a delicate process. The starch structure has been expanded and is porous, but it is still quite fragile. The key objectives are:
- Reduce Moisture: The moisture must be reduced to about 12% before frying. This is critical for achieving the desired crispiness and expansion during frying .
- Preserve Shape: The drying must be done slowly and gently. If the moisture is removed too quickly, the outside of the preform will dry and harden (“case hardening”) while the inside remains moist. This can cause the preform to shrink, warp, or even collapse, resulting in an imperfect shape.
6.2 The Drying Process
To achieve a controlled drying process, the preforms are conveyed through a continuous dryer. Unlike the high temperatures of extrusion, the drying temperature is relatively low, typically around 60°C . The low temperature and long residence time in the dryer allow the moisture to migrate from the interior of the preform to the surface and evaporate without damaging the delicate structure.
- Vibration: To prevent the preforms from sticking together during this process, the dryer conveyor is often equipped with a micro-vibration device. This gently agitates the preforms, ensuring they remain separate and are exposed evenly to the hot air.
7. The Golden Transformation: Frying and Expansion
Frying is the step that turns a dry, brittle preform into a golden, crispy, and fully expanded Bugle. It is a process of both cooking and drying.
7.1 The Science of Frying
When the dried preform (at ~12% moisture) is submerged in hot oil (typically at temperatures between 180°C and 195°C), several things happen rapidly:
- Heat Transfer: The hot oil rapidly transfers heat to the preform.
- Moisture Evaporation: The water inside the preform boils, creating steam. Because the preform is porous, the steam can escape. This “steam flushing” removes the remaining 9-10% moisture, dropping the final moisture to just 2-3% .
- Expansion: The steam pressure causes the preform to expand further, reaching 2-3 times its original size . This “secondary expansion” is less dramatic than the initial puffing in the extruder but is crucial for creating the final, full, and hollow structure.
- Flavor Development: The high temperature triggers Maillard reactions between amino acids and reducing sugars, creating the characteristic “toasted” flavor.
- Fat Absorption: The preform absorbs some of the oil. This oil contributes to the texture and mouthfeel. After frying, the product passes through a de-oiling machine (often a centrifuge or vibrating screen) to remove excess surface oil, preventing a greasy feel .
8. The Final Touch: Flavoring and Packaging
Once fried and de-oiled, the Bugles are ready for the final steps that make them ready for the consumer: flavoring and packaging.

8.1 Flavor Application
The flavoring process is typically accomplished using a rotating drum coater. The warm Bugles are placed in the drum, and a mixture of oil, flavorings, and seasonings is sprayed onto them while the drum rotates.
- Adhesion: The residual surface oil from the frying process helps the dry seasoning powders adhere to the product.
- Flavor Varieties: Bugles are available in a wide range of flavors. The base formula includes salt, sugar, and a blend of spices and flavor enhancers. Specific flavors like (Spicy Chicken) or “Nacho Cheese” use a blend of dry powders that include ingredients such as maltodextrin, yeast extract, whey powder, and various spices . In China, the product is marketed as bugles and flavor profiles are often adapted to local tastes .
8.2 Packaging
The flavored Bugles are then conveyed to packaging machines. These machines are designed to handle the fragile, three-dimensional product gently, reducing breakage. They are typically packed in nitrogen-flushed bags to prevent oxidation and rancidity, extending shelf life. The distinctive horn shape is a packaging challenge, but it is also a marketing advantage, as consumers can easily recognize the shape through the clear window of many packages.
9. Quality Control and Assurance
Consistency is key in mass food production. The Bugles manufacturing process is closely monitored at every stage to ensure the final product meets quality standards for taste, texture, and appearance.
9.1 Raw Material Inspection
Incoming starches and other ingredients are tested for quality. Parameters such as moisture content, particle size, and purity are checked. Aflatoxin screening is also a standard procedure.
9.2 In-Process Monitoring
- Extruder Conditions: The temperature, pressure, and torque of the extruder are continuously monitored. A variation in these parameters can significantly affect the expansion and texture of the final product.
- Moisture Control: The moisture content of the mixture before extrusion and the preforms before frying is regularly checked. This is critical for maintaining consistency.
- Oil Quality: The oil in the fryer is monitored for free fatty acids (FFA) and peroxide value. If the oil degrades, it can affect the taste and shelf life of the product. It is regularly filtered and replaced.
9.3 Finished Product Testing
Samples of the finished product are taken at regular intervals for testing. This includes:
- Aspetto: Checking for correct color, shape, and absence of defects.
- Texture: Measuring the “crunchiness” or breaking force.
- Flavor: Sensory testing (taste panels) is often used to ensure the flavor profile meets standards.
- Moisture: Final moisture content must be in the 2-3% range .
10. The Machinery Behind the Magic
The production of Bugles is an industrial-scale process. The lines are capable of producing hundreds of kilograms per hour. The machinery is robust and precise.
10.1 Key Equipment
A typical Bugles production line includes:
- Mixer: For blending starches and water.
- Screw Conveyor: Transports the mixture to the extruder.
- Twin-Screw Extruder: The heart of the line, responsible for cooking and shaping .
- Sheeting/Forming Machine: This is where the flat sheet is formed into a tube and cut into the horn shape. By changing the rollers on the sheeting machine and molds on the extruder, this same line can produce other shapes like triangles, fish shapes, or pillows .
- Dryer: To set the shape and reduce moisture.
- Continuous Fryer: To cook, expand, and crisp the product .
- Flavoring Drum: For applying seasonings.
- Packaging Machine: For final wrapping.
10.2 Specifications
The scale of these machines can be substantial. Capacity often ranges from 100-250 kg/hr, with installed power reaching up to 105 kW for full production lines . The use of high-quality materials like stainless steel (SS304/SS201) is standard to meet food safety regulations and provide durability .
11. Health, Nutrition, and Sustainability Considerations
No discussion of food processing is complete without acknowledging the nutritional and environmental context.
11.1 Nutritional Profile
As a fried snack, Bugles are high in carbohydrates and fats. They are designed for palatability and sensory satisfaction. The primary ingredients (starches) provide energy, and the frying process adds fat. They are generally not a significant source of protein, vitamins, or minerals. The food industry has, in recent years, sought to improve nutritional profiles by reducing sodium and eliminating artificial colors and flavors, but the fundamental nature of a fried starch snack remains a treat rather than a health food.
11.2 Sustainability
- Water and Energy Use: The production process, particularly extrusion and frying, is energy-intensive.
- Oil Management: The use of frying oil requires careful management and disposal.
- Waste Reduction: The use of a scrap recovery system in the forming process reduces waste .
12. Conclusion
The manufacturing of Bugles is a testament to human ingenuity in the field of food engineering. It is a process that combines the science of polymer chemistry with the precision of mechanical engineering. From the blending of starches to the final application of flavor, each step is a carefully controlled operation designed to transform simple, raw materials into a product that is greater than the sum of its parts.
The iconic horn shape is not an accident; it is the result of a specific die design and the physical phenomena of starch gelatinization and steam expansion. The satisfying crunch is the result of a delicate balance of moisture, temperature, and frying time. The product’s enduring popularity, spanning over sixty years, is a testament to the robustness of its design and the success of its manufacturing process .
Understanding the “art of the horn” is more than a matter of curiosity. It provides a window into the modern food system, where science and technology are harnessed to deliver consistent, appealing, and affordable products to billions of consumers. As the snack food industry evolves, with increasing demands for health, sustainability, and innovation, the lessons learned from the Bugles process will continue to inform the next generation of food technologies.

